Ferrous Industry
Electric Arc Furnaces | Steel Ladles | Steel Degassers
Electric Arc Furnaces
Electric Arc Furnace melting has been a feature of steel making since the early nineteenth century, when it was realized that advantage could be taken of the ease of transformation of furnace atmosphere from oxidizing to reducing.
Developments in technology have been rapid from the early single phase two electrode four tonne capacity furnace to the current day three phase, three electrode, ultra high power 120 tonne plus furnaces.
Development of furnace technology was most marked during the 1960's with the advent of mini mills, and continuous casting, and the modern day furnace bears little resemblance to its forebears.
Electric arc furnace design has evolved to such an extent that melt down is achieved not only by the arc, but also by ancillary oxy - fuel burners, resulting in shorter tap to tap times, and a saving in primary energy.
Tapping is now achieved with greater control owing to the bottom tapping regimes in place of the launder. Refining in the ladle has reduced refractory wear, particularly in the slag line and hot spots, owing to shorter residence times and lower temperatures. Refractory consumption both in the arc furnace body and roof has been reduced by the introduction of water cooled panels.
Developments in electric arc furnace design continue, and recent changes have seen the use of slide gates to control the tapping stream, and the introduction of more favorable slag practices to reduce refractory wear and improve electrode consumption.
Electric Arc Furnace Operation
The charging process to the furnace is in itself damaging to the refractory lining by both impact and the chilling effect of the cold scrap. The aggressivity to the refractory lining is further increased by rapid temperature increase during melting, combined with the attack by slag fluidizers such as fluorspar.
Preferential attack of the refractory lining occurs in the hot spot areas (opposite the electrodes) caused by flare, and at the slag line, owing to low basicity slags, and high FeO slags, often employed to aid phosphorous removal.
Slag balance and slag control can have a major influence on refractory wear, particularly control of MgO content by Dolomite additions to prevent dissolution of MgO from the lining.
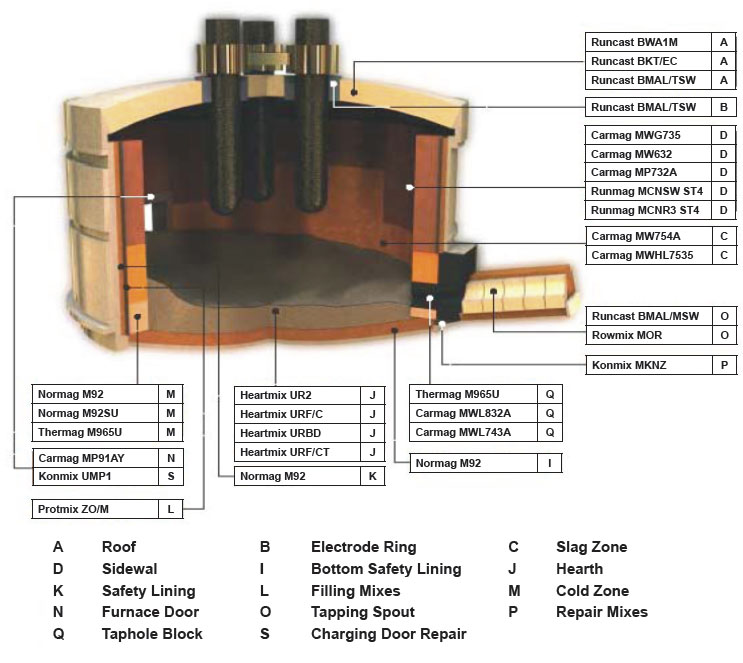
Non water cooled electric arc furnace
The conventional arc furnace where the whole of the furnace contains refractory materials in both the body and roof. In this type of furnace metal and slag are in contact with both metal and slag throughout the operation.
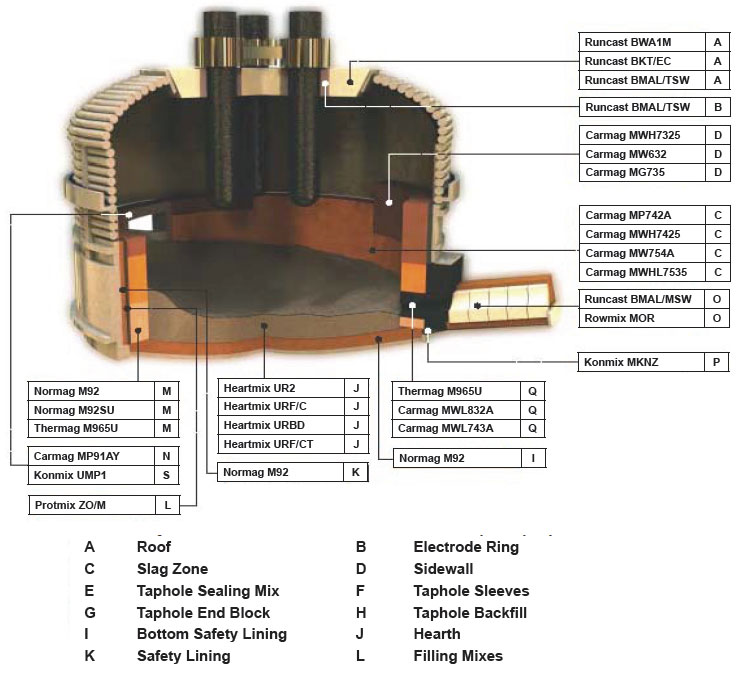
Water cooled electric arc furnace
Many variants of this type of furnace are available, with water-cooled metal panels being incorporated in both the body and roof.
The water cooled panels are protected from direct metal and slag contact by frozen slag adhering to the surface of the panels.
There is only a minimal amount of refractory material in the lining, in the bottom, lower sidewall, slag line and roof delta section.
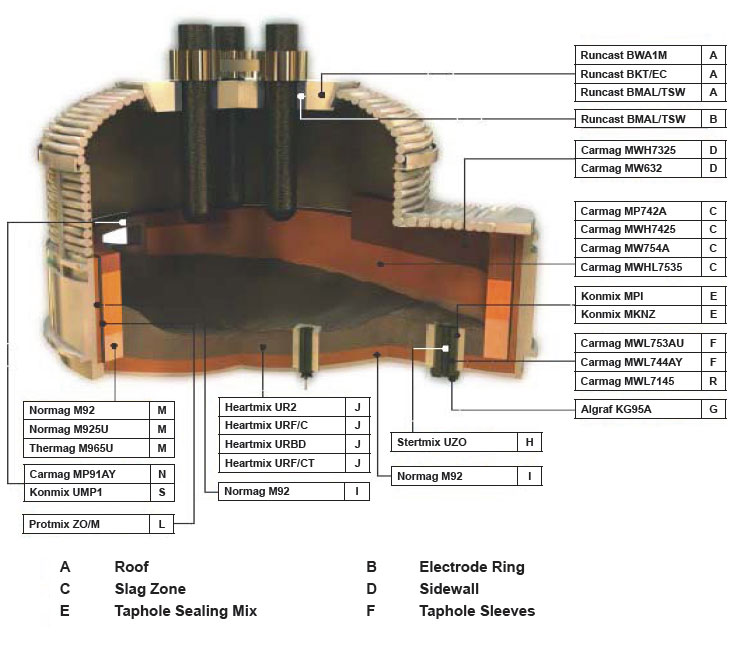
Water cooled electric arc furnace with EBT
A variant of the water cooled furnace where tapping does not take place via a launder system but through an eccentric bottom taphole (EBT). The EBT system allows greater control to achieve slag free tapping, and is much preferred in those units operating with a hot heel melting regime.
Refractory Applications
Refractory selection for the lining of electric arc furnace is invariably built upon a combination of material qualities, and brick size to maximize the performance.
Preferential wear in the hot spots and at the slag line is reduced by careful material selection, together with an understanding of the particular practice.
Subhearth
The subhearth of the electric arc furnace has an extended lifetime in comparison with other components of the lining, and is only replaced after severe metal penetration through the working hearth or after major water leakage.
Subhearth linings are normally constructed with high quality magnesite bricks.
Working Hearth
The working hearth is required to withstand high temperature, temperature cycling, and impact from the scrap charge Current furnace designs favor monolithic linings based upon high MgO powders rammed into placed and contoured into the sidewalls. Some furnace operations do however permit and prefer brick hearths, generally based upon pitch impregnated fired magnesite.
Sidewalls
Within the sidewall area there are three main zones, the slagline, the hot spots and the remainder.
Balanced lining wear is the main criteria in electric arc furnace refractory performance, and this requires zoning of the lining by both material quality and thickness.
The majority of electric arc furnaces now incorporate magnesite carbon products into the sidewall, and their performance is influenced by both the base raw material, and graphite content. Performance is markedly increased as the crystal size of the magnesite increased to the ultimate by the use of fused magnesia. Increase of graphite content also follows the same pathway, although carbon retention is important, and this may be improved by the inclusion of finely divided metals.
Main Sidewall
The areas in the sidewall that gives rise to least difficulty are those between the hot spots, the so called 'cold spots'.
The major factors influencing refractory performance are temperature, and slag splash, and in water cooled furnaces a magnesite carbon of at least 10% graphite content is preferred.
Hot Spots
The wear mechanism in the hotspots is similar to that in the main sidewall, but is exacerbated by temperature owing to electrode flare.
Higher quality magnesite carbon with a graphite content of 20%, and based upon either large crystal size or fused magnesia are preferred. Where oxy-fuel burners are employed, oxidation of the carbon can take placed, and this may be reduced by magnesite carbon materials incorporating finely divided metals.
Slagline
The aggressive nature of slag fluidizers such as fluorspar has a detrimental effect upon slag line performance, together with slags high in FeO. Materials based upon high quality magnesite, or in severe cases, large crystal size or fused magnesia are preferred. Where high iron oxide slags are encountered magnesite carbon materials incorporating metal additions are preferred.
Burner Ports and Slag Door
These areas of the furnace are subjected to wear by oxidation, and by impact of the slag door jambs. Magnesite carbon with metal additions are important in these areas.
Roof
Many electric arc furnace roofs now have a high degree of water cooling, and as such require little refractory material. The Delta between the electrodes is invariably formed using a monolithic material or precast shape, but refractory bricks are often used to form the electrode ports. Materials in this area require good thermal shock and abrasion resistance, and high alumina materials are seen to advantage.
Product Applications